红河Q355B方管 征图钢业 70X70X4方管 质量好
- 公司名称:无锡征图钢业有限公司
- 联系电话:-0510-83219996 18921186669
- 传真:-0510-8.079905
- 联系地址:江苏省无锡市惠山区惠澄大道77号
- 电子邮件:1419993976@qq.com
- 联系人:许经理 先生

- 发布时间:2025/1/12 3:52:50
-
所属分类:方管
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 包装说明 | 电议 | 价格说明 |
◆ 产品说明:
红河Q355B方管 征图钢业 70X70X4方管 质量好4.3磨料的粒径及配比为获得较好的均匀清洁度和粗糙度分布。磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄。同时由于锚纹太深。在防腐过程中防腐层易形成气泡。严重影响防腐层的性能。粗糙度太小会造成防腐层附着力及耐冲击强度下降。对于严重的内部点蚀。不能仅靠大颗粒磨料高强度冲击。还必须靠小颗粒打磨掉腐蚀产物来达到效果。同时合理的配比设计不仅可减缓磨料对管道及喷嘴(叶片)的磨损。而且磨料的利用率也可大大提高。
无锡征图方管厂是一家集生产销于一体,以方管为主营产品的大型钢材企业,专业生产方管规格型号有:无锡Q235方管厂,无锡Q345B方管厂,无锡矩形方管厂,无锡大口径方管厂,江苏方管厂,苏州方管厂,江阴方管厂,无锡厚壁方管厂,无锡焊管厂等产品,产品主要用于各种机械、汽车、工业链条、金属结构、桥梁结构、桁架结构、铁路各线普通道岔及提速道岔的 垫板、铁路垫板、铁路车辆的以及纺织机械、工具、农具等行业的用材,常备方管库存10000多吨。
无锡征图方管厂红河Q355B方管 征图钢业 70X70X4方管 质量好以“客户的成功,才是我们的成功”的经营准则为广大客户质的服务。方矩管按生产工艺分:热轧无缝方管、冷拔无缝方管、挤压无缝方管、焊接方管。
其中焊接方管又分为
1、按工艺分——电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管
2、按焊缝分——直缝焊方管、螺旋焊方管。
随着我国经济的持续发展。大力发展能源行业。长输油气管线是能源保障的重要方式。在输油(气)管线防腐施工过程中。矩形管表面是决定管线防腐使用寿命的关键因素之一。它是防腐层与矩形管能否牢固结合的前提。经研究机构验证。防腐层的寿命除取决于涂层种类、涂覆质量和施工环境等因素外。矩形管的表面对防腐层寿命的影响约占50%。因此。应严格按照防腐层规范对矩形管表面的要求。不断探索和总结。不断矩形管表面方法。
既然板带横向厚差和板形主要决定于轧制时实际辊缝的形状,故必须研究影响实际辊缝形状的因素,并据以对轧辊原始形状进行合理的设计。影响辊缝形状的因素主要有轧辊的性变形,轧辊的不均匀热膨胀和轧辊的磨损。轧辊的不均匀热膨胀轧制过程中轧辊的受热和冷却条件沿辊身分布是不均匀的。在多数场合下,辊身中部的温度高于边部(但有时也会出现相反的情况),并且一般在传动侧的辊温稍低于操作侧的辊温。在直径方向上辊面于辊芯的温度也不一样,在稳定轧制阶段,辊面的温度较高,但在停轧时由于辊面冷却较快,也会出现相反的情况。化学除油:工件表面的各种油污被除物表面存在各种油污,如未洗净就涂装,则将对涂膜与被涂物的结合力产生有害影响,严重时膜能成片脱落。因此在涂装前被涂物表面必须仔细掉各种污物。除锈:工件表面的各种氧化皮、锈迹。金属的腐蚀产物(铁锈、氧化皮)、焊渣、砂、碱斑及水垢属于无机污垢,在涂装前如果不从被涂物表面上述污垢,不仅影响涂层的附着力、外观、耐蚀性,而且锈蚀在漆膜下继续蔓延。磷化磷化膜具有多孔性,涂料可以渗入到这些孔隙中来提高涂层的附着力,磷化膜使金属表面由优良导体变为 导体,了微电池形成,有效地阻了涂层腐蚀。表调:加快磷化速度,细化磷化结晶,增加磷化的结晶点。黑色金属表面主要污物方法污物类型污物来源对涂层的影响方法氧化皮热(铸造热轧等)和热氧化皮与涂膜一起脱落,结合牢而均的氧化皮在一般条件下使用对涂层影响不明显,但在高温条件下和在腐蚀介质中使用,被涂物在涂装时,氧化皮一定要。机械式酸腐蚀黄锈在未保护的条件下使用和贮存能促进腐蚀产物在涂层下蔓延,使涂层失去屏蔽性和不透湿性。在高温条件下能导致涂层和金属的早期损坏,松散的黄锈附着力差,能与涂膜一起脱落。
材质分类
方管按材质分: 普同时,在锻造工序提料时,增加了连铸坯和直接成材用钢锭的比例,在生产组织过程中实现了工艺策划上成材率的提高。优化钢锭参数,规范现场操作,提高钢锭锭身比率为进一步提高成材率,技术处在降低异型锭帽口浇注高度、使用加厚绝热板、薄底垫等方面展试验,优化钢锭参数,规范炼钢现场操作,提高钢锭锭身比例。8至12月,炼钢厂生产降低帽口浇注高度钢锭321支,共涉及75个炉号、45个钢种、28个锭型,实现节约钢水48.15t,平均成锭率提高1.3%。碳钢方管、低合金方管。
5#钢等。
、ST52-3等。
生产标准分类
方管按生产标准分:国标方管,日标方管,英制方管,美标方管,欧标方管,非标方管。
断面形状分类
方管按断面形状分类:
1、简单断面方管:方形方管、矩形方管。
2、复杂断面方管:花形方管、口形方管、波纹形方管、异型方管。
红河Q355B方管 征图钢业 70X70X4方管 质量好
UHPEAF-LF-VD-CC或IC为例,工艺流程为:电炉出钢——LF座包工位(底氩始)——测温——供电造渣——脱氧和脱硫——调整成分——测温——VD工位——真空精炼——喂线(铝脱氧或钙,底氩结束)——连铸测温——连铸机浇铸。中心任务:脱氧和非金属夹杂物去除及其控制。超高功率电弧炉初炼主要任务:熔化废钢、脱碳、脱磷和升温;炉料中配碳量可配到1.%-1.3%,用矿石、氧气脱碳、脱磷、自动流渣,偏心地出钢,留渣留钢。
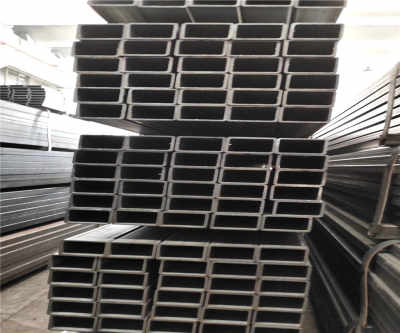
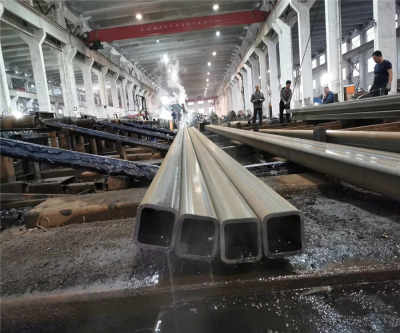
产品图片





用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。




相关信息
更多
 遵义40CrMoV盘圆万吨库存光亮棒、冷拉钢
遵义40CrMoV盘圆万吨库存光亮棒、冷拉钢