(定尺 张家口Q355B方管 101.6x76.2x5方管 厂家现货

- 公司名称:山东轧三特钢有限公司
- 联系电话:0635-5085456 18883831215
- 传真:0635-5085456
- 联系地址:山东省聊城
- 电子邮件:2218292901@qq.com
- 联系人:潘经理 先生

- 发布时间:2024/11/7 10:46:21
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 包装说明 | 电议 | 价格说明 |
◆ 产品说明:
.6x76.2x5方管 厂家压差法检测原理如图2。图2压差法检测原理图ATEQF2P作为一种较先进的泄漏检测仪,了非常方便、易于操作的功能。ATEQF2P了一个测试结果显示窗口,可实时显示测量结果,被测件、基准件合格与否都能通过指示灯显示出来,测试压力、软件版本号等参数以及测试结果,则通过LED数码管显示屏以量化形式显示出来,结果形象直观。对于测量参数如测试压力,充气、稳定、测试、等待时间,测试压力范围,RS232串行口参数等的配置和修改,只需在仪器面板上操作即可完成。
山东轧三特钢有限公司是一家经营方管、矩形管、直缝焊管、无缝钢管,高压锅炉钢管的企业 ,主要销方管,方矩管,无缝钢管,无缝方管,焊接钢管,镀锌方矩管,锅炉无缝管等产品。所产品适用于多个领域。多年来公司坚持以市场为导向,以客户为主,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断的发展壮大。在业界确立了多种服务体系,以良好的信誉、优的产品、低的价格,产品深得用户依赖。
公司本着质量为本,诚信经营、互惠互利的方针。在广大新老客户支持下,公司与各大企业建立了良好的供货关系。
公司将继续高举“实业报国、振兴中华民族经济”的旗帜,将一如既往地发挥长期的公司优的服务,实现与高水准接轨,竭诚与四海宾朋携手共创辉煌、共同托起中华民族工业的太阳。
(定尺) 管 厂家焊接:板厚超过3mm时焊接必须坡口,坡口可以用机械、等离子切割等方式进行,为了避免焊接时杂质进入焊缝,焊前应将焊缝两侧2-3mm范围内干净,并喷涂防溅剂,以免刚才表面被飞溅金属附着和划伤。为了防止焊接接头在危险温度范围(45-85℃)停留时间过长产生坪铬区,防止接头过热产生热裂纹,焊接时要采用小电流快速焊,焊接时采用短弧焊,焊条不横向摆动,以窄焊道为宜。焊接电流要比低碳钢降低2%左右,电流和焊条直径比不超过25-3A/mm,而低碳钢焊接时不小于4-5A/mm。国内不锈钢焊管生产主要采用连续成型机组和UOE方法生产。焊接方法都是采用惰性气体保护焊、连续成型机组,在生产薄壁钢管的工艺中一般配置单焊接,钢管壁厚在2-3.2毫米的工业用管生产也有3-4焊接,还要一等离子加三氩弧焊等焊接方法。由于高能量的等离子的深熔能力强。在壁厚小于6毫米的钢管、一直采用等离子焊、单面焊接双面成型。UOE方法主要是生产大管径、厚壁不锈钢管、一般采用等离子焊十氩弧焊。现在,国内可以生产工业用高质量的不锈钢焊管、钢管内外表面的焊道进行平滑。
经营理念:“信誉为本,服务至上”——让客户得放心,用得放心。
经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。
在此,公司经理携全体员工,将凭借良好的信誉,优的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大新老客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。
76.2x5方管 厂家可铸造复杂的铸件。熔模铸造能铸出形状十分复杂,并难以用其它方法的铸件,如叶轮、空心叶片等,给零件结构设计很大的自由度;也能铸造出壁厚为.5mm,孔径为lmnl以下,铸件轮廓尺寸小到几毫米、大到上千毫米,重量轻到1 重接近1Kg的铸件。还可以将原来由许多零件组合、焊接的部件进行整体铸造。总之,熔模铸造能限度地提高毛坯与零件之间的相似程度,铸件尺寸精度高和表面粗糙度值因而可减少机械加余量、甚至无余量铸造和降低生产成本。
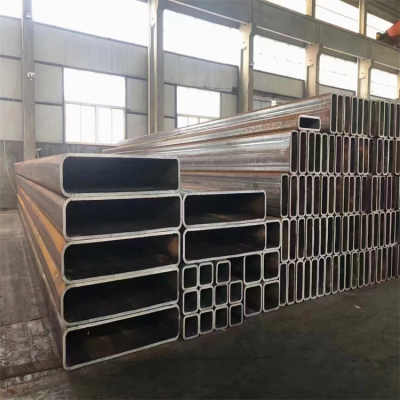
产品图片





用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。





相关信息
更多
 嘉兴4422合金钢研磨棒产品直销
嘉兴4422合金钢研磨棒产品直销