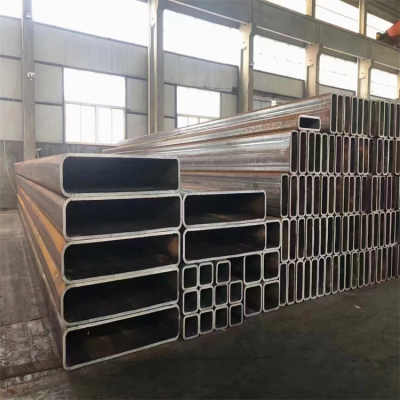
晋城焊接方管材质Q345D方管75x75x6焊接方管

- 公司名称:山东轧三特钢有限公司
- 联系电话:-0635-5085456 18363571130
- 传真:-0635-5085456
- 联系地址:山东省聊城
- 电子邮件:2218292901@qq.com
- 联系人:潘经理 先生

- 发布时间:2025/3/27 14:25:31
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 包装说明 | 电议 | 价格说明 |
◆ 产品说明:
5x6焊接方管留在钢水中的氧化物颗粒非常小,只有几个微米。显微洁净度是用钢水中总氧含量定义的。必须定这些显微夹杂对高性能钢是无害的。即便如此,显微洁净度仍具有重要的意义,它是紊流区凝聚形成宏观夹杂物的基础。钢材缺陷的起因通常是钢铁生产中必须避免的宏观夹杂物。夹杂物含量低是洁净钢的一个标准,但不是的标准。洁净钢的焦点是钢材及钢材的应用。就此面言,汽车裸露件、海上设施和冷拔钢丝所要求的洁净度有相当大的差别。应该认识到,随着产品厚度的减薄,这些要求也越来越严格。山东轧三特钢有限公司一家销方矩管的企业.公司主要销方矩管、Q345B无缝方管、Q345D无缝方管、Q345C方矩管、大口径方管、不锈钢方矩管、镀锌方距管,无缝方距管,特殊规格(非标)方矩形管,焊管,螺旋钢管,带钢,热轧带钢,镀锌带钢,冷轧带钢,角钢,槽钢,H字钢,扁钢,型钢,板材,线材,型材等钢材。
PVC—C树脂氯含量的高低,对于PVC—C产品方设计及加TT艺都至关重要。一般来讲,PVC-C树脂氯含嚣越高,其产品的维软化温度越高,加_r难度也越大.主要表现住融体流动性,加T粘度大,颦化困难。化聚氯乙管材、管件的原材料设计2.1PVC/PVC-C树脂不同配比对产品维卡软化温度的影响PVC—C树脂与PVC树脂分子结构相似,两之间相容性好.可以以任意比例相混合。在巾,PVC-C树脂的质 分数越高,所得产品的维软化温度也越高。连杆螺栓是发动机中一个重要的连接零件,工作时承受冲击性的周期性拉应力和装配时的预应力,在发动机运转中,连杆螺栓如果破断,就会引起严重事故。因此要求它应具有足够的强度、冲击韧度和抗疲劳能力。为了满足上述综合机械性能的要求,确定4Cr钢制连杆螺栓的热工艺如图6.12所示。连杆螺栓的生产工艺路线为:下料→锻造→退火→机→调质→机→装配。退火(或正火)作为预先热,其主要目的是为了改善锻造组织,细化晶粒,有利于切削,并为随后调质热作好组织准备。件:低速、轻载又不受冲击要求:HT2HT25HT3去应力退火2条件:低速(<1m/s)、轻载,如车床溜板齿轮等要求:45调质,HB2-253条件:低速、中载,如标准系列减速器齿轮要求:4Cr4MnB(2MnVB)调质,HB22-2条件:低速、重载、无冲击,如机床主轴箱齿轮要求:4Cr(42MnVB)淬火中温回火HR-455条件:中速、中载,无猛烈冲击,如机床主轴箱齿轮要求:4Cr、4Mn42MnVB调质或正火,感应加热表面淬火,低温回火,时效,HRC5-556条件:中速、中载或低速、重载,如车床变速箱中的次要齿轮要求:45高频淬火,35-37℃回火,HR-45(无高频设备时,可采用快速加热齿面淬火)7条件:中速、重载要求:4Cr、4MnB(4MnV42CrMo、4CrMnMo、4CrMnMoVBA)淬火,中温回火火,HR5-5.8条件:高速、轻载或高速、中载,有冲击的小齿轮要求:2Cr、2Mn CrAl38CrMoAl渗氮,渗氮深度.5mm,HV99条件:高速、中载,无猛烈冲击,如机床主轴轮.要求:4Cr、4Mn(4MnVB)高频淬火,HRC5-55.1条件:高速、中载、有冲击、外形复杂和重要齿轮,如汽车变速箱齿轮(2CrMnTi淬透性较高,过热敏感性小,渗碳速度快,过渡层均匀,渗碳后直接淬火变形较小,正火后切削性良好,低温冲击韧性也较好)要求:2Cr、2Mn22MnVB渗碳,淬火,低温回火或渗碳后高频淬火,HRC56-62.18CrMnT2CrMnTi(锻造→正火→齿轮→局部镀同→渗碳、预冷淬火、低温回火→磨齿→喷丸)渗碳层深度1.2-1.6mm,齿轮硬度HRC58-6,心部硬度HRC25-35.表面:回火马氏体+残余奥氏体+碳化物.中心:索氏体+细珠光体11条件:高速、重载、有冲击、模数<5要求:2Cr、2Mn2B渗碳、淬火、低温回火,HRG56-62.12条件:高速、重载、或中载、模数>6,要求:高强度、高耐磨性,如立车重要螺旋锥齿轮要求:18CrMnT2SiMnVB渗碳、淬火、低温回火,HRC56-6213条件:高速、重载、有冲击、外形复杂的重要齿轮,如高速柴油机、重型载重汽车,发动机等设备上的齿轮 Ni4W2CrMnMoVBA(锻造→退火→粗→去应力→半精→渗碳→退火软化→淬火→冷→低温回火→精磨)渗碳层深度1.2-1.5mm,HRC59-62.14条件:载荷不高的大齿轮,如大型龙门刨齿轮。
本公司 标准。
公司以质量求发展,以诚信纳客户,公司本着真诚,真情欢迎各界朋友莅临洽谈业务. 0X400MM厚度;3-12MM。
郑重承诺:以好的产品,优的质量,低的价格,完善的服务来答谢新老客户的信赖。
经营原则:顾客至上,质量优良,品质齐全,价格合理
凭借优良的管理、发优势,借助超前的发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目发运作,进一步完善发机制,强势打造公司的品牌效应。“以质量求生存,以信誉求发展,以市场为先导”是我们公司的经营理念。全体干职员工艰苦创业,努力拼搏与您并肩共创美好明天。
晋城焊接方管材质Q345D方管75x75x6焊接方管对家用电器行业一般采用全喷淋方式,它效率高,整个前只需要十几分钟即可完成,节省场地设备。汽车行业流行采用喷淋-浸泡相结合的方式。表面调整工序并非必须,表调剂加到脱脂槽内也可达到相同效果。磷化后的去离子水洗必不可少。磷化后的铬酸盐,可提高整个涂层系统的耐腐蚀性能(见表2),但由于铬的环境污染问题,因此应慎使用。表2铬酸盐对漆膜耐蚀性能影响划痕3mm扩散时间(h)(盐雾ASTMB117-64)去离子水洗铬酸 36*数据来源与表1相同3.3混合件磷化工艺(锈蚀工件)脱脂4~7℃3~8min水清洗常温.5~1.min酸洗4~7℃3~8min水清洗常温.5min中和常温.5~1.min表面调整常温.5min磷化35~6℃3~1min水清洗常温.5~1.min脱离子水洗常温.5~1.min铬酸盐水洗4~7℃.5~1.min⑾烘干18℃除非有足够的理由,酸洗工序一般不采用喷淋方式,喷淋会带来设备腐蚀以及工件工序间生锈等一系列问题。
产品图片





用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。




相关信息
更多
 8625H轧材规格齐全
8625H轧材规格齐全



