大同Q345C镀锌工字钢 轧三 10#工字钢 可定制特殊规格

- 公司名称:山东轧三特钢有限公司
- 联系电话:0635-5085456 18883831215
- 传真:0635-5085456
- 联系地址:山东省聊城
- 电子邮件:2218292901@qq.com
- 联系人:潘经理 先生

- 发布时间:2024/9/14 2:46:35
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 包装说明 | 电议 | 价格说明 |
◆ 产品说明:
大同Q345C镀锌钢 轧三 10#钢 可特殊规格焊接可以把焊接看成为小型的局部炼钢。有些焊接技术仅仅是熔化口接头面的金属,形成共同的金属熔池,在冷却后形成固态的金属接头。这种焊接被称为自熔焊接。另外一种技术采用的是较宽的口接头,为了填充接头处,向金属熔池内添加不锈钢。由于在焊接过程中涉及到钢液,保护熔池表面防止和大气接触很重要。通过向熔池惰性气体,,氩气,使表面形成保护渣,或在使用电阻焊的情况下,利用机械压力排除大气,防止和大气接触。由于奥氏体不锈钢本身所固有的良好的塑性和韧性再加上没有相变硬化产物,所以,其可焊性很好。
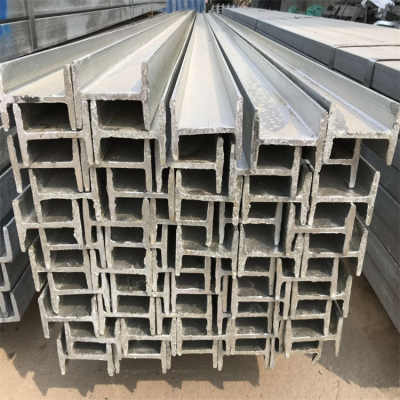
轧三特钢,钢也称为钢梁(英文名称 Universal Beam),是截面为形状的长条钢材。钢分普通钢和轻型钢。是截面形状为型的型钢。
钢主要分为普通钢、轻型钢和宽翼缘钢。按翼缘与腹板高度 比又分为宽幅、中幅、窄幅宽翼缘钢。前二者生产的规格为10—60号,即 相应的高度为10 cm—60 cm。在相同高度下,轻型钢翼缘窄、腹板薄、重 量轻。宽翼缘钢又称H型钢,断面特点是两腿平行,且腿内侧没有斜度。 它属于经济断面型钢,是在四辊轧机上轧制的,所以又称“钢”。
轧三特钢钢的规格是用腰宽的厘米值来表示的,如10号钢,其腰宽为10cm。钢的种类有热轧普通钢、轻型钢和宽平行腿钢(H型钢)。我国热轧普通钢的腰宽为100~630mm,表示为 0~No.63,腿内侧壁斜度为1:6。轧制钢的孔型系统有直轧孔型系统、斜轧孔型系统和混合孔型系统。此外,钢还可以采用特殊轧法。
大同Q345C镀锌钢 轧三 10#钢 可特殊规格VCR(VacuumConverterRefiner)法是基于AOD法在大气压下深脱碳受到限制而发展起来的,1991年日本大同特殊钢公司利用AODVCR工艺生产了13%Cr和2%Cr铁素体不锈钢,钢中氮含量可分别达到(2~4)×1-6和(7~9)×1-6的极低水平。该工艺的实质就是给AOD精炼炉加上真空设备。它充分利用AOD的强搅拌和VCR的真空技术,在低碳范围内改善脱碳效率。在精炼过程中,当[C]≥.1%时,通常与AOD法相同,利用稀释气体(Ar或N2)进行脱碳;当[C]≤.1%时,利用真空进行脱碳,真空度在(1~5)×133Pa。槽宽及槽深均比管外径大5mm为宜。敷管时,每隔.5m左右用铁钉、细铁丝将管子固定好,然后必须用强度不大于M1水泥砂浆抹面保护,厚度不应小于15mm。2预制楼板上敷设:a预制圆孔板上灯位打孔,应找好圆孔由下往上打;叠合板或预应力板的灯位打孔,可先用电锤在板上面打孔,然后在板下面扩孔。孔大小均比灯头盒略大为宜。灯头盒好卡铁或桥杆(叠合板或预应力板宜使用高桩灯头盒),在板下装设托板后,用强度不小于M1的水泥砂浆稳埋。
轧三特钢,型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主轴的惯性矩相差较大,故仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。钢广泛地应用于建筑或 其他金属结构。
普通钢,轻型钢,由于截面尺寸均相对较高、较窄,故对截面两个主轴的惯性矩相差较大,这就使其在应用范围上有着很大的局限。钢的使用应依据设计图纸的要求进行选用。
在结构设计中选用钢应依据其力学性能,化学性能,可焊性能,结构尺寸等选择合理的钢进行使用。
大同Q345C镀锌钢 轧三 10#钢 可特殊规格炉外精炼:将炼钢炉(转炉、电炉等)中初炼过的钢液移到另一个容器中进行精炼的炼钢过程,也叫二次冶金。炼钢过程因此分为初炼和精炼两步进行。初炼:炉料在氧化性气氛的炉内进行熔化、脱磷、脱碳和主合金化。精炼:将初炼的钢液在真空、惰性气体或还原性气氛的容器中进行脱气、脱氧、脱硫,去除夹杂物和进行成分微调等。将炼钢分两步进行的好处是:可提高钢的质量,缩短冶炼时间,简化工艺过程并降低生产成本。炉外精炼的种类很多,大致可分为常压下炉外精炼和真空下炉外精炼两类。
钢其规格以高×腿厚×腰厚表示,也可用号数 表示规格的主要尺寸。如18号钢,表示高为18 cm的钢。若高度相同 的钢,则可在号数后面加注角码a或b或c予以表示,如36a、36b、 36c等。它分为普通钢、轻型钢和宽翼缘钢。按翼缘与腹板高度 比又分为宽幅、中幅、窄幅宽翼缘钢。前二者生产的规格为10—60号,即 相应的高度为10 cm—60 cm
产品图片





用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。





相关信息
更多
 西安SCr435H合金钢圆棒联系方式
西安SCr435H合金钢圆棒联系方式