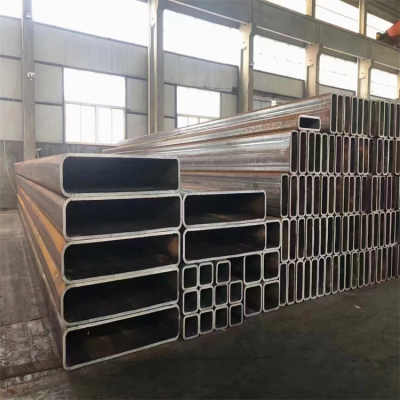
秦皇岛材质Q345D方管大口径方管150x100x4方管
- 公司名称:山东轧三特钢有限公司
- 联系电话:-0635-5085456 18363571130
- 传真:-0635-5085456
- 联系地址:山东省聊城
- 电子邮件:2218292901@qq.com
- 联系人:潘经理 先生

- 发布时间:2025/2/4 3:21:14
-
所属分类:方管
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 包装说明 | 电议 | 价格说明 |
◆ 产品说明:
秦皇岛材质Q345D方管大口径方管150x100x4方管将铸锭加热到1250℃,保温1h,在550mm热轧试验机上经粗轧,制成20mm厚的板材;重复上述加热制度,在350mm热轧试验机上经精轧,制成4.8mm厚的热轧板,空冷至室温;再将热轧板切割成300mm600mm规格,在450mm冷轧试验机上轧制成0.38mm薄板;利用CAS300Ⅱ退火模拟试验机,对冷轧板进行不同温度下保温8min退火,退火温度范围在400~850℃。分别采用金相显微镜进行组织观察、X射线衍射仪进行物相结构分析、拉伸试验机进行力学性能测试、膨胀仪进行热膨胀性能测试,得出如下结论:通过分析Fe-36Ni因瓦合金冷轧薄板硬度值随再结晶温度 ℃。
山东轧三特钢有限公司一家销方矩管的企业.公司主要销方矩管、Q345B无缝方管、Q345D无缝方管、Q345C方矩管、大口径方管、不锈钢方矩管、镀锌方距管,无缝方距管,特殊规格(非标)方矩形管,焊管,螺旋钢管,带钢,热轧带钢,镀锌带钢,冷轧带钢,角钢,槽钢,H字钢,扁钢,型钢,板材,线材,型材等钢材。
秦皇岛材质Q345D方管大口径方管150x100x4方管电磁铁是电流磁效应(电生磁)的一个运用,与日子联络严密,如电磁继电器、电磁起重机、磁悬浮列车等。电磁铁能够分为直流电磁铁和沟通电磁铁两大类型。如依照用处来区分电磁铁,首要可分红以下五种:牵引电磁铁——首要用来牵引机械设备、敞或封闭各种阀门,以履行主动操控使命。起重电磁铁——用作起重设备来吊运钢锭、钢材、铁砂等铁磁性材料。制动电磁铁——首要用于对电动机进行制动以抵达泊车的意图。表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。允许有不大的粗糙面和局部的锌瘤存在。、镀锌层重量镀锌层重量平均值应不小于5g/㎡,其中任何一个试样不得小于48g/㎡。试验方法:表面检查镀锌钢管的内外表面应用肉眼逐根进行检查。尺寸检查镀锌钢管应在镀锌前的黑管上用足够度的量具逐根进行测量。螺纹检查带螺纹的镀锌钢管,按YB822的规定,用环规逐根检查螺纹。屈服点(σs)钢材或试样在拉伸时,当应力超过性极限,即使应力不再增加,而钢材或试样仍继续发生明显的塑性变形,称此现象为屈服,而产生屈服现象时的应力值即为屈服点。设Ps为屈服点s处的外力,Fo为试样断面积,则屈服点σs=Ps/Fo(MPa),MPa称为兆帕等于N(牛顿)/mm2,(MPa=16Pa,Pa:帕斯卡=N/m2)2.屈服强度(σ.2)有的金属材料的屈服点极不明显,在测量上有困难,因此为了衡量材料的屈服特性,规定产生 残余塑性变形等于一定值(一般为原长度的.2%)时的应力,称为条件屈服强度或简称屈服强度σ.2。抗拉强度(σ材料在拉伸过程中,从始到发生断裂时所达到的应力值。它表示钢材抵抗断裂的能力大小。与抗拉强度相应的还有抗压强度、抗弯强度等。设Pb为材料被拉断前达到的拉力,Fo为试样截面面积,则抗拉强度σb=Pb/Fo。伸长率(δs)材料在拉断后,其塑性伸长的长度与原试样长度的百分比叫伸长率或延伸率。屈强比(σs/σ钢材的屈服点(屈服强度)与抗拉强度的比值,称为屈强比。屈强比越大,结构零件的可靠性越高,一般碳素钢屈强比为.6-.65,低合金结构钢为.65-.75合金结构钢为.84-.86。硬度硬度表示材料抵抗硬物体压入其表面的能力。它是金属材料的重要性能指标之一。一般硬度越高,耐磨性越好。常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。布氏硬度(HB)以一定的载荷(一般3kg)把一定大小(直径一般为1mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2(N/mm2)。洛氏硬度(HR)当HB45或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。
本公司产品 标准和日标JISG3445,JISG3446标准。
公司以质量求发展,以诚信纳客户,公司本着真诚,真情欢迎各界朋友莅临洽谈业务.
郑重承诺:以好的产品,优的质量,低的价格,完善的服务来答谢新老客户的信赖。
经营原则:顾客至上,质量优良,品质齐全,价格合理
凭借优良的管理、发优势,借助超前的发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目发运作,进一步完善发机制,强势打造公司的品牌效应。“以质量求生存,以信誉求发展,以市场为先导”是我们公司的经营理念。全体干职员工艰苦创业,努力拼搏与您并肩共创美好明天。
秦皇岛 管产生原因:连铸坯的皮下气泡、表面气孔、非金属夹杂物、加热温度不均、钢温过低或轧后冷却不当(如 碳素结构钢)等。预防措施:炼钢应作好钢水的冶炼和脱气工作,降低出钢温度,采用保护浇铸,避免二次氧化;轧钢应合理控制炉温和冷却速度。折叠特征:钢材表面沿轧制方向局部较长或连续的近似裂纹的缺陷。一般呈直线状。产生原因:轧件半成品出现耳子、严重划伤或孔型错辊后的轧件再轧制时边角部位无法延展而造成。预防措施:合理控制半成品轧件尺寸,生产过程中应经常用木棒检查轧件辊缝两边有无耳子和孔型错辊现象;注意观察轧件运行状况。
产品图片






用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。




相关信息
更多
 云浮山东轧三钢绞线电力架空线15.2锚索
云浮山东轧三钢绞线电力架空线15.2锚索



