石家庄高强T700方管 征图钢业 150X150X4方管 抗渗耐腐蚀

- 公司名称:无锡征图钢业有限公司
- 联系电话:-0510-83219996 18921186669
- 传真:-0510-8.079905
- 联系地址:江苏省无锡市惠山区惠澄大道77号
- 电子邮件:1419993976@qq.com
- 联系人:许经理 先生

- 发布时间:2025/1/24 1:17:58
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 包装说明 | 电议 | 价格说明 |
◆ 产品说明:
X4方管 抗渗耐腐蚀无锡征图方管厂是一家集生产销于一体,以方管为主营产品的大型钢材企业,专业生产方管规格型号有:无锡Q235方管厂,无锡Q345B方管厂,无锡矩形方管厂,无锡大口径方管厂,江苏方管厂,苏州方管厂,江阴方管厂,无锡厚壁方管厂,无锡焊管厂等产品,产品主要用于各种机械、汽车、工业链条、金属结构、桥梁结构、桁架结构、铁路各线普通道岔及提速道岔的 垫板、铁路垫板、铁路车辆的以及纺织机械、工具、农具等行业的用材,常备方管库存多吨。
一钢筋类:(直径≥6mm)1.热轧钢筋:HPB235级ф表面光圆低碳钢(板筋、梁柱的箍筋、小梁、柱的主筋)HRB335级Φ表面带肋(月牙纹/螺纹)普通低合金钢(梁柱的主要钢筋和砼墙主要钢筋)HRB4级带肋月牙纹普通低合金钢(梁柱的主要钢筋和砼墙主要钢筋)RRB4级带肋人字纹/月牙纹普通低合金钢(少用,塑性差用于预应力砼)H——热轧P——光面B——钢筋235——屈服强度235/M㎡R——余热R——带肋2.冷拉钢筋:(用于预应力砼)用HRB33HB4在常温下拉伸而成。热钢筋:(用于预应力砼,强度很高)用普通的低合金钢经淬火、回火而成。二钢丝类(直径6mm都用于预应力)1.碳素钢丝:由高碳轧制而成。刻痕钢丝:3.钢绞线:把若干碳素钢筋编成束而成。冷拔低碳钢筋:5.冷轧带肋钢筋:钢筋的强度和变形一有明显的屈服点的钢筋:(软钢)1.应力σ——应变ε的曲线。力学指标:屈服强度;极限强度;伸长率ξ当ΔL达到max时间就为ξ3.软钢以屈服强度作为确定钢筋设计强度的依据。低压流体 称镀锌电焊钢管,俗称白管。是用于输送水、 、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2等。通碳素钢电线套管(GB364-88)是工业与民用建筑、机器设备等电气工程中用于保护电线的钢管。直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。承压流体输送用螺旋缝埋弧焊钢管(SY536-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。承压流体输送用螺旋缝高频焊钢管(SY538-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和成型;经过各种严格和科学检验和测试,使用安全可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。一般低压流体输送用螺旋缝高频焊钢管(SY539-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。
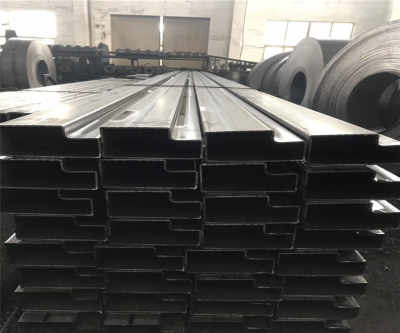
方管轧钢卷经退火后必须进行精整。包括切头、尾、切边、矫平、平整、重卷、或纵剪切板等。方管轧产品广泛应用于汽车、家电产品、仪表关、建筑、公家具等行业。钢板捆包后的每包重量为3~5吨。平整分卷重一般为3~10吨/卷。钢卷内径610mm。用方管轧钢卷为原料。经酸洗去除氧化皮后进行方管连轧。其成品为轧硬卷。由于连续方管变形引起的方管作硬化使轧硬卷的强度、硬度上升、韧塑指标下降。因此冲压性能将恶化。只能用于简单变形的零件。
石家庄高强T 渗耐腐蚀
无锡方管 方管厂家、矩形管、方矩管、无锡无缝钢管、20#无缝钢管、45号无缝钢管、16mn无缝钢管、厚壁无缝钢管、大口径无缝管、低温无缝钢管、大口径焊管、无锡无缝方管、Q345b无缝钢管、无锡Q345b无缝钢管。适用于工程、煤矿 、纺织、电力、锅炉、机械、工等各个领域。公司以良好的信誉、 的产品、雄厚的实力、低廉的价格享誉 30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
1.低压流体输送用焊接方管(GB/T3092-1993)也称一般方管。俗称黑管。是用于输送水、 、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接方管。方管接壁厚分为普通方管和加厚方管。接管端形式分为不带螺纹方管(光管)和带螺纹方管。方管的规格用公称口径(mm)表示。公称口径是内径的近似值。习惯上常用英寸表示。如11/2等。低压流体输送用焊接方管除直接用于输送流体外。还大量用作低压流体输送用镀锌焊接方管的原管。
石家庄高强T700方管 征图钢业 150X150X4方管 抗渗耐腐蚀
为提高冷轧带钢的厚度精度,在冷轧机上采用了全液压压下装置,以便增加轧机压下装置的反应速度,并采用了带钢厚度自动控制装置。对于高速、高产量的带钢冷连轧机,实现了计算机控制。改善板形。在带钢冷连轧机上,广泛采用液压弯辊装置来改善板形。提高自动化程度。在生产操作自动化方面,普遍采用各种形式的极限关、光电管等、对每个动作实行自动程序控制,实现了钢卷对中、带钢边缘纠偏、机组中带钢速度的自动调整、剪切钢板的自动分选等自动化操作和控制。
产品图片





用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。



相关信息
更多
 130*320*12矩形管 泰岳 伊犁20#方管加工定制
130*320*12矩形管 泰岳 伊犁20#方管加工定制