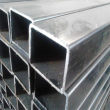
玻璃卡槽用小口径凹槽管 40*99镀锌凸型管厂家销售

- 公司名称:山东鑫悦达钢铁有限公司
- 联系电话: 13406357780
- 传真:
- 联系地址:聊城开发区汇通物流园
- 电子邮件:1040505028@qq.com
- 联系人:许经理 先生

- 发布时间:2024/12/25 15:42:00
-
所属分类:钢管
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 9999 | 包装说明 | 价格说明 |
◆ 产品说明:
玻璃卡槽用小口径凹槽管 40*99镀锌凸型管厂家销
建筑业作为资源消耗量较大行业之一,要实现可持续发展,就必须调整建筑材料消耗结构,大力应用高强钢筋和高性能混凝土,走节约型发展道路。如果能够将目前使用的钢筋和混凝土提高一个强度等级,则可以给社会带来巨大节约。根据测算,如果能够按照规范的要求,将钢筋混凝土的主导受力钢筋强度提高到4-5N/mm2,则可以在目前用钢量的水平上节约1%左右。山东聊城天祥钢管位于素有“江北水城”之美誉的山东省聊城市发区,坐落在 的钢管集散地-大东钢管市场,北邻济青-济馆高速公路沿线,京九铁路南北贯穿,地理位置优越,交通便利。动导卫使用和维护时要注意:1.1确保各部件质量。保装配质量和调整质量。装配时要认真仔细,保证水路、油路畅通。导辊要转动灵活,各部件要确认无变形、无损坏,表面油污、氧化铁皮等赃物要干净。配好的导卫要检查是否符合机架号、孔型号和轧制的规格要求。装导卫时要确保与轧制线对中。持生产中勤检查、勤调整,发现问题及时解决。已损坏的导卫和过度磨损的部件要及时更换。下来的导卫要及时进行检查和维护,保证下次投入使用的导卫无缺陷、无隐患。7切分导卫的使用关键是切分轮的调整。使用中,若间隙过大,则可能切不轧件;若间隙过小,则切的轧件易向两边跑,行走不稳定。两者都会导致堆钢事故。外,切分导卫在使用中要严格保证与轧制线的对中,稍有偏差,将导致轧件切分不均匀,产生质量事故。所以生产中要勤观察切分质量和切分轮的磨损状况。导卫的调整1调整导卫梁时,要保证梁面水平,高低适中,固定牢靠。出口导卫的中心线应与轧槽的中心线对正,固定牢靠。机前、后辊道导槽中心线保持一致,导槽进、出口对正轧槽,高低适中。板前段必须与轧槽吻合,下卫板要低于轧槽5~1mm。轧轧机出口导管中心线要与孔型对准,前端与轧槽间隙不大于5mm,固定牢靠。轧轧机出口导管中心线要与孔型对准,前端与轧槽间隙不大于1mm,固定牢靠。止轧制低温钢,在生产过程中发现钢坯带黑头、黑印或温度不均匀时应及时通知升温。卫板不允许有毛、硬点和凹凸不平等缺陷。装切分导卫时,用样棒进行检查、调整,确保入口导卫和出口导卫对正轧槽,并保证双线平行。
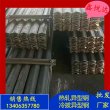
山东鑫悦达方管厂是一家集生产销于一体,以方管、异型管为主营产品的大型钢材企业,异型管、扇形管、椭圆管、滚筒管、面包管、马蹄管、八角管、六角管、八字管、梅花管。T型管、三角管等产品,产品主要用于各种机械、汽车、工业链条、金属结构、桥梁结构、桁架结构、铁路各线普通道岔及提速道岔的 垫板、铁路垫板、铁路车辆的以及纺织机械、工具、农具等行业的用材,常备异型管库存10000多吨。
影响异型管高频焊接质量的因素很多,今天我们就先为大家介绍一下如何调控高频感应圈的位置,它主要受以下六点因素影响:(一)高频感应圈应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,方矩管,焊缝强度下降;反之,焊缝边缘加热不足,镀锌方管,挤压后使异型管成型 ;(二)异型管坯的两个边缘在高频感应圈加热到焊接温度后,由挤压辊挤压形成共同的金属晶粒互相渗透、结晶, 终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生裂。若挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛,甚至造成焊接搭缝等缺陷;
采用热挤压工艺对TG700C合金进行管材有许多优点:具有比轧制更为强烈的三向压应力状态,金属可以发挥其塑性;可以生产断面复杂的管材;通过更换工模具,生产具有极大灵活性;产品表面粗糙度低,尺寸;在挤压变形后,金属材料的晶粒组织更加致密,具有很好的流线分布;由于挤压成形时纤维组织不破坏,使挤压件的强度明显提高;由于挤压可节省材料和提率,因此必然降低生产成本。然而,受到挤压机设备负荷的限制,当挤压过程中的峰值压力超过设备极 ,容易产生闷车、裂等现象。
以“客户的成功,才是我们的成功”的经营准则为广大客户质的服务。
玻璃卡槽用小口径凹槽管 40*99镀锌凸型管厂家销
设选择了一般的异型钢管,那麼你所的异型钢管,与你所接到的异型钢管,种类层面会出現非常大的过失。乃至在一条异型钢管上的不一样一部分,內径也许是壁厚,都是会出現非常大的差别。那样的管路,在应用的全过程中,毫无疑问会产生很多的难题。可是异型钢管不一样,这类异型钢管有关管路,一切一部分的规范,都是有十分不容乐观的规定。虽然异型钢管,同样也是没法,管路每一个层面的规范,都符合实际这一规范。
产品图片






用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。




相关信息
更多
 杭州EX5锻件~~实时价格
杭州EX5锻件~~实时价格