兴安盟Q345E热轧工字钢 轧三 32A工字钢 桥梁工程建设

- 公司名称:山东轧三特钢有限公司
- 联系电话:0635-5085456 18883831215
- 传真:0635-5085456
- 联系地址:山东省聊城
- 电子邮件:2218292901@qq.com
- 联系人:潘经理 先生

- 发布时间:2024/9/20 11:05:12
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 包装说明 | 电议 | 价格说明 |
◆ 产品说明:
兴安盟Q345E热轧钢 轧三 32A钢 桥梁工程建设硫酸的稀释夏日一般选用低温法,即先把硫酸稀释到必定的工艺浓度并冷却到必定的温度再投矿粉;冬季一般选用高温法,即先加酸后加砂粉然后再参加计量后的稀释水,用硫酸的稀释热来引发反响。除上述硫酸、矿粉和稀释水的添加次第外,投入矿粉前的硫酸预热温度也很重要。硫酸预热温度过高,矿粉投入后很快会发作剧烈反响,简单构成冒锅事端,并且因为反响速度过快,矿粉与硫酸还未拌和均匀反响已完毕,酸解率偏低,反响不简单呈现固相物;而硫酸温度过低,反响缓慢,主反响不显着,固相物较软,反响不也会呈现未反响的固相物,酸解率偏低。
今天,让我们来认识一下型钢大家族中一个非常大的部落-钢。前面的讲的H型钢其实也是钢的一种,这次让我们来认识一下市场中应用非常广泛的钢。
兴安盟Q345E热轧钢 轧三 32A钢 桥梁工程建设该机采用隔粗筛加三道分选盘式结构,前置专门配套的隔粗装置隔除矿浆中粗渣,分选主体采用梯度高达1.T的多层感应磁极介质及三盘对应的介质参数,形成上盘.1~.3T磁感应强度的弱磁选体系,以少量强磁性的Fe3O4,中盘是l~1.5T磁感应强度的中磁选体系,用于中粗粒级赤铁矿及象赤铁矿,下盘磁感应强度高达1.7~1.8T,对于微细粒赤铁矿及易泥化的褐铁矿极其有效。这种设备相对于目前工业上常用的Shp仿琼斯强磁选机和SLon强磁选机,由于下盘磁感应强度高出.8T,铁率要高出1个百分点以上,且由于对不同磁性的铁矿物分阶段选别,大幅度减少了磁性夹杂,某些赤褐铁矿选矿厂使用该设备甚至实现全磁选流程将铁精矿品位提高到65%以上,而传统的磁选机由于只有一种磁场强度,磁夹杂严重,磁选铁精矿品位只能提高到43%~47%,必须采用浮选进一步选别才能得到65%以上品位的铁精矿。
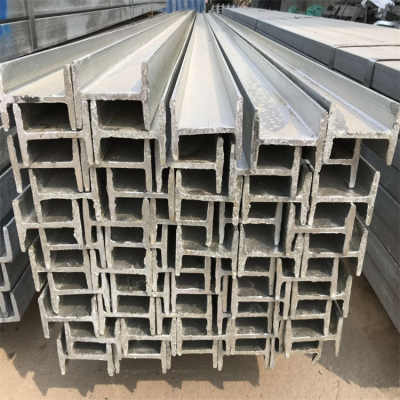
轧三特钢钢又称钢梁,是截面形似汉字“工”,腹板和翼板的连接处有弧度,(H型钢是平的)其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如工160*88*6,即表示腰高为160毫米,腿宽为88毫米,腰厚为6毫米的钢。钢的规格也可以用型号表示,型号表示腰高的厘米数,如16#;腰高相同的钢有几种不同的腿宽和腰厚,需在型号右边加A、B、C予以区分,如25#A 、25#B 、25#C;市场常见的为A型和B型。钢广泛用于各种建筑结构、桥梁、车辆、支架、机械等。
轧三特钢市场上的钢产地日照、莱钢、宝得,公差在6%以内,材质Q235B;产地河北的公差为8%--12%,材质为Q235。钢从20#始分A、B型,B型比A型的无论在腿高、腰厚,都要多2mm。
市场主要用的钢,主要为国标(日钢/宝得)以及10点负差左右的河北产地,非标产品主要用于承重要求不高的小工程以及家用等。
兴安盟Q345E热轧钢 轧三 32A钢 桥梁工程建设近些年来由于采矿生产能力下降,目前实际原矿年量仅为1万t左右,选矿厂约有6%的富裕能力可利用。水厂选矿厂尾矿再选。在主场房外建设尾矿再选设备。建立1座612m2的厂房,内装16台BKW13型尾矿再选磁选机对全厂尾矿全部再选,的粗精矿用泵送到主厂房再磨再选。在主场房内用两个闲置的磨选系列单独的粗精矿,成合格精矿。水厂选矿厂尾矿再选流程见图1。大石河选矿厂尾矿再选。
这时我们可以在文字软件中将内容编辑好,再借助Windows剪贴板所的帮助应用程序问进行数据通讯的功能来实现。尽管利用剪贴板所传递的数据是静态的,但操作方便、快捷、简单。其具体实现方法如下:打Auto—CAD和Word软件,在word中选中在AutoCAD中要插入的内容,并将其复制到剪贴板中。AutoCAD,打下拉式菜单”编辑”中的”选择性粘贴”选项,这样剪贴板中的内容就会以的方式(对象、图片、图元、文本)插入到AutoCAD绘图区的左上角,以文字插入时,它将用当前文字样式和文字大小来书写。道焊接5..1管道焊接应按本章和现行 标准《现场设备、工业管道焊接工程施工及验收规范》的有关规定进行。.2管道焊缝位置应符合下列规定:5..2.1直管段上两对接焊口中心面间的距离,当公称直径大于或等于15mm时,不应小于15mm;当公称直径小于l5mm时,不应小于管子外径。.2.2焊缝距离弯管(不包括、热推或中频弯管)起弯点不得小于1mm,且不得小于管子外径。.2.3卷管的纵向焊缝应置于易检修的位置,且不宜在底部。.2.4环焊缝距支、吊架净距不应小于5mm;需热的焊缝距支、吊架不得小于焊缝宽度的5倍,且不得小于1mm。.2.5不宜在管道焊缝及其边缘上孔。.2.6有加固环的卷管,加固环的对接焊缝应与管子纵向焊缝错,其间距不应小于lmm。加固环距管子的环焊缝不应小于5mm。.3管子、管件的坡口形式和尺寸应符合设计文件规定,当设计文件无规定时,可按本规范附录B第B..1条~第B..6条的规定确定。.4管道坡口宜采用机械方法,也可采用等离子弧、氧焰等热方法。采用热方法坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整。.5管道组成件组对时,对坡口及其内外表面进行的应符合表5..5的规定;合格后应及时焊接。道6.1一般规定6.1.1管道应具备下列条件:6.1.1.1与管道有关的土建工程已检验合格,满足要求,并已交接手续。1.2与管道连接的机械已找正合格,固定完毕。1.3管道组成件及管道支承件等已检验合格。1.4管子、管件、阀门等,内部已干净,无杂物。对管内有特殊要求的管道,其质量已符合设计文件的规定。1.5在管道前必须完成的脱脂、内部防腐与衬里等有关工序已进行完毕。2法兰、焊缝及其他连接件的设置应便于检修,并不得紧贴墙壁、楼板或管架。3脱脂后的管道组成件,前必须进行严格检查、不得有油迹污染。4管道穿越道路、墙或构筑物时、应加套管或砌筑涵洞保护。5埋地管道试压防腐后,应及时回填土,分层夯实,并应按本规范附录A第A..4条规定的格式填写“隐蔽工程(封闭)记录”,隐蔽工程验收。2管道预制6.2.1管道预制,宜按管道系统单线图施行。2管道预制应按单线图规定的数量、规格、材质选配管道组成件、并应按单线图标明管道系统号和按预制顺序标明各组成件的顺序号。3自由管段和封闭管段的选择应合理,封闭管段应按现场实测后的长度。
产品图片





用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。





相关信息
更多
 长治36CrNiMo4车光园~~优惠客户
长治36CrNiMo4车光园~~优惠客户



