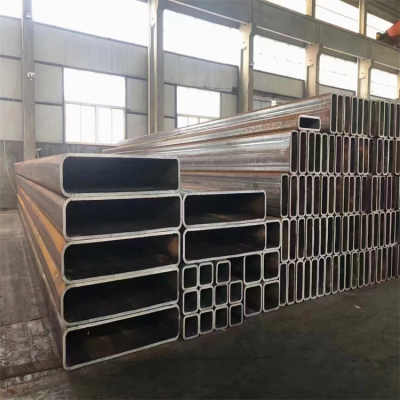
轧三承德材质Q355B方管大口径方管400x200x12方管
- 公司名称:山东轧三特钢有限公司
- 联系电话:-0635-5085456 18363571130
- 传真:-0635-5085456
- 联系地址:山东省聊城
- 电子邮件:2218292901@qq.com
- 联系人:潘经理 先生

- 发布时间:2025/2/7 23:32:23
-
所属分类:方管
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 包装说明 | 电议 | 价格说明 |
◆ 产品说明:
轧三承德材质Q 0年代以来,高炉喷煤技术被纳入 科技攻关计划,大型高炉全部设置喷煤装置,喷煤高炉不断增加,喷煤工艺改造步伐加快,大喷成为我国高炉炼铁技术的主流。从1995年起,我国高炉喷煤比逐步提高,1995年重点企业平均喷煤比仅为58.5kg/t,到上世 g/t,2010年增加到了149kg/t。目前, 我国高炉喷煤技术研究现状在上世纪末,我国钢铁企业一味加大喷煤比,从而使得环境污染日趋严重,而当前,炼铁企业已不再单纯追求高喷煤比的指标,讲究经济喷煤比、经济比、的经济效益,合理选择煤种,并对喷煤工艺出了一些。
山东轧三特钢有限公司一家销方矩管的企业.公司主要销方矩管、Q345B无缝方管、Q345D无缝方管、Q345C方矩管、大口径方管、不锈钢方矩管、镀锌方距管,无缝方距管,特殊规格(非标)方矩形管,焊管,螺旋钢管,带钢,热轧带钢,镀锌带钢,冷轧带钢,角钢,槽钢,H字钢,扁钢,型钢,板材,线材,型材等钢材。
轧三承 2方管为保证焊缝金属的耐应力腐蚀能力,采用超合金化的焊材,即焊缝金属中的耐蚀合金元素(Cr、Mo、Ni等)含量高于母材。如采用Cr18Ni12Mo2类型的焊接材料(如A22)焊接Cr19Ni1焊件。对于在低温条件下工作的奥氏体不锈钢,应保证焊接接头在使用温度的低温冲击韧性,故采用纯奥氏体焊条。如A4A47。也可选用镍基合金焊条。如采用Mo达9%的镍基焊材焊接Mo6型超级奥氏体不锈钢。在我们研制的装置中采用的是直接测量法。气密性检测过程和装置气路原理图图3是工件密封性测量的一个循环过程,可分为5个步骤,即夹紧、充气、稳定、测试和排气。图3工件测量过程图4是气密性检测装置的气路原理图。压缩空气气源由工厂,进人检漏仪(ATEQF2P)之前,压缩空气须经气源单元干燥、去杂、减压,测试,同时,操作者通过操作按钮打气阀,使压缩气体进入气缸推动夹具,夹紧发动机油封。此时,充气阀关闭,暂不充气。< 准和日标JISG3445,JISG3446标准。
公司以质量求发展,以诚信纳客户,公司本着真诚,真情欢迎各界朋友莅临洽谈业务.
郑重承诺:以好的产品,优的质量,低的价格,完善的服务来答谢新老客户的信赖。
经营原则:顾客至上,质量优良,品质齐全,价格合理
凭借优良的管理、发优势,借助超前的发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目发运作,进一步完善发机制,强势打造公司的品牌效应。“以质量求生存,以信誉求发展,以市场为先导”是我们公司的经营理念。全体干职员工艰苦创业,努力拼搏与您并肩共创美好明天。
轧三承德 方管入口测厚仪检测出来料厚度偏差ΔH,对轧机的压下实行前馈控制。出口测厚仪测出厚度不断修正和标定P-AGC以提高其控制精度,起监控的作用。通过粗调系统的控制,基本上应该消除了来料的厚度偏差,以保证 终成品的精度。精调AGC由轧机测厚系统及轧机和卷曲机组成张力AGC精调系统。精调AGC常用张力调厚的方法。由轧机出口测厚仪发出信号来反馈控制张力。由于张力调节范围有限,当厚度较大时,需将偏差信号补充反馈给粗调AGC系统。加减速阶段厚度补偿系统轧机在加减速阶段,速度变化很大,采用根据速度值来调整轧机辊缝及附加系统。这实际上是一种速度过程控制。当轧件速度变化时,支撑辊油膜轴承的变形区的摩擦系数也相应变化。这使空载辊缝和轧制压力变化,因而使带钢厚度产生偏差。这时应进行油膜厚度的张力补偿。头尾端的失张补偿通常采用压下过程控制实现失张补偿。稳速轧制阶段,恒张力控制对于卷机及卷曲机和轧辊之间设有独立的恒张力控制系统,保证在整个稳速轧制阶段期间张力恒定。
产品图片






下一篇:玻力尔防水涂料
用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。





相关信息
更多
 湖北省6542高速钢##业绩上月提升2成
湖北省6542高速钢##业绩上月提升2成



