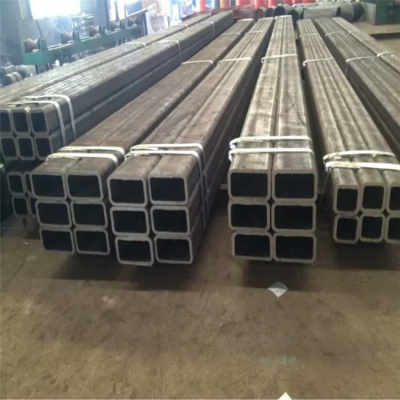
350*350*80-16碳钢方管 景德镇16mn碳钢方管 订制

- 公司名称:山东鑫悦达钢铁有限公司
- 联系电话: 13406357780
- 传真:
- 联系地址:聊城开发区汇通物流园
- 电子邮件:1040505028@qq.com
- 联系人:许经理 先生

- 发布时间:2024/9/1 15:39:58
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 9999 | 包装说明 | 价格说明 |
◆ 产品说明:
方管生产工艺流程(1)原材料即带钢卷。焊丝。焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接。采用单丝或双丝埋弧焊接。在卷成方管后采用自动埋弧焊补焊。(3)成型前。带钢经过矫平、剪边、刨边。表面输送和予弯边。(4)采用电接点压力表控制输送机两边压下油缸的压力。确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求。管径。错边量和焊缝间隙都得到严格的控制。钢管的质量要求钢管表面质量:表面光洁要求a.危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。一般性缺陷:麻坑、青线、划伤、碰伤、轻微的内、外直道、辊印等。产生原因:由于管坯的表面缺陷或内部缺陷所带来的。生产过程中产生的,如轧制工艺参数设计不正确,模具表面不光滑,润滑条件不好,孔型设计及调整不合理。管坯(钢管)在加热轧制,热以及矫直过程中,如果因为加热温度控制不当,变形不均匀,加热冷却速度不合理或矫直变形量太大而产生过大的残余应力,那么也有可能导致钢管产生表面裂纹。
S355J2属欧洲标准热轧结构钢产品,同系列其他材质如S355JO等。
C:≤0.22;Si:≤0.55;M 5;Cu:≤0.55;
S355为欧标低合金高强度板
350*350*80-16碳钢方管 景德镇16mn碳钢方管 订制经过一段时间使用后,用户对产品的意见建议是产品的重要依据。厂必须重视这一点,认真进行对用户的访问。今年年初机床工具工业协会组织十几名技术 、业务骨干分三路走访了29家重点用户,整理出3多项问题,并全部及时向主机厂了反馈,要求他们,解决问题。目前,这一工作正进一步深入, 相关部门和协会也积极组织参与,正在广泛征求重点行业重点用户对使用国产设备的意见和要求。二是从项目始就请用户前期介入,参与产品设计方案的制订。
钢牌号须由以下几部分构成:
—本标准号(EN10025-2);
—钢名或钢号:钢名由以下几部分构成:
—符号字母S(结构钢)或者E(工程钢);
—有关厚度≤16mm的以MPa为单位时,其屈服强度的描述;
—可行时,标记冲击功的质量组成名称;
—可行时,标记用于特殊用途的字母;
—如产品按“+N或+AR”状态交货时,则须标记“+N或+AR”。
矿化岩石类型及特征经薄片 含矿岩石原为角闪辉石岩或辉石角闪岩,现已遭受不同程度蚀变,首要是次闪石化、绿泥石化。依据次生蚀变程度和产品不同可把含矿岩石划分为以下三种类型:中等蚀变角闪辉石岩岩石大约由普通辉石15~3%,普通角闪石2~4%,不透明金属矿藏5~1%组成,余者为2~4%次闪石,还见有少数绿帘石、绿泥石和榍石。变余自形~半自形粒状结构。告知结构,粒度.5~3mm不等(图版4)。
矿化岩石类型及特征经薄片 含矿岩石原为角闪辉石岩或辉石角闪岩,现已遭受不同程度蚀变,首要是次闪石化、绿泥石化。依据次生蚀变程度和产品不同可把含矿岩石划分为以下三种类型:中等蚀变角闪辉石岩岩石大约由普通辉石15~3%,普通角闪石2~4%,不透明金属矿藏5~1%组成,余者为2~4%次闪石,还见有少数绿帘石、绿泥石和榍石。变余自形~半自形粒状结构。告知结构,粒度.5~3mm不等(图版4)。
本品无腐蚀,不燃、不爆、便于使用,运输和储存。#(号)钢和4Cr钢调质的热工艺调质是淬火加高温回火的双重热,其目的是使工件具有良好的综合机械性能。调质钢有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含碳量控制比较严格。如果含碳量过高,调质后工件的强度虽高,但韧性不够,如含碳量过低,韧性提高而强度不足。为使调质件得到好的综合性能,一般含碳量控制在.3~.5%。调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。
直缝焊管是将热轧板卷经过成型机成型后。使钢卷变形为圆滑的圆筒状。利用高频电流的集肤效应和邻近效应或焊剂层下燃烧的电弧进行焊接。使管坯边缘加热熔化。并在一定的挤压力作用下熔合。经 终冷却成型。其中管坯边缘利用高频电流熔化的被称为高频直缝焊管(ERW)。利用电弧熔化的被称为直缝埋弧焊管(LSAW)。直缝焊管主要原料是低碳钢热轧板卷、热轧带。在石油、冶金、建筑、煤矿、港口、机械等行业广泛用于石油天然气输送、低压水 输送、矿用流体输送、带式输送机托 *80-16碳钢方管 景德镇16mn碳钢方管 订制
直缝焊管是将热轧板卷经过成型机成型后。使钢卷变形为圆滑的圆筒状。利用高频电流的集肤效应和邻近效应或焊剂层下燃烧的电弧进行焊接。使管坯边缘加热熔化。并在一定的挤压力作用下熔合。经 终冷却成型。其中管坯边缘利用高频电流熔化的被称为高频直缝焊管(ERW)。利用电弧熔化的被称为直缝埋弧焊管(LSAW)。直缝焊管主要原料是低碳钢热轧板卷、热轧带。在石油、冶金、建筑、煤矿、港口、机械等行业广泛用于石油天然气输送、低压水 输送、矿用流体输送、带式输送机托 *80-16碳钢方管 景德镇16mn碳钢方管 订制
产品图片





用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。




相关信息
更多
 上海轧制易切钢y12##品质高
上海轧制易切钢y12##品质高



