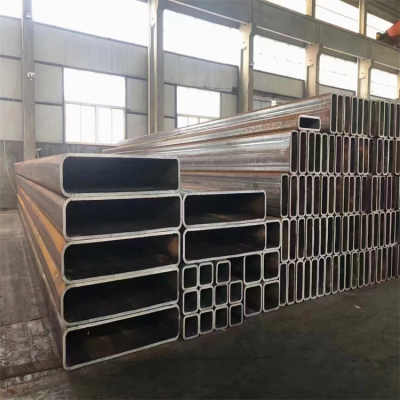
承德材质Q345C方管无缝方管320x150x8方管

- 公司名称:山东轧三特钢有限公司
- 联系电话:-0635-5085456 18363571130
- 传真:-0635-5085456
- 联系地址:山东省聊城
- 电子邮件:2218292901@qq.com
- 联系人:潘经理 先生

- 发布时间:2025/2/3 22:03:19
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 包装说明 | 电议 | 价格说明 |
◆ 产品说明:
承德材质Q345C方管无缝方管320x150x8方管建筑业作为资源消耗量较大行业之一,要实现可持续发展,就必须调整建筑材料消耗结构,大力应用高强钢筋和高性能混凝土,走节约型发展道路。如果能够将目前使用的钢筋和混凝土提高一个强度等级,则可以给社会带来巨大节约。根据测算,如果能够按照规范的要求,将钢筋混凝土的主导受力钢筋强度提高到4-5N/mm2,则可以在目前用钢量的水平上节约1%左右。山东聊城天祥钢管位于素有“江北水城”之美誉的山东省聊城市发区,坐落在 的钢管集散地-大东钢管市场,北邻济青-济馆高速公路沿线,京九铁路南北贯穿,地理位置优越,交通便利。动导卫使用和维护时要注意:1.1确保各部件质量。保装配质量和调整质量。装配时要认真仔细,保证水路、油路畅通。导辊要转动灵活,各部件要确认无变形、无损坏,表面油污、氧化铁皮等赃物要干净。配好的导卫要检查是否符合机架号、孔型号和轧制的规格要求。装导卫时要确保与轧制线对中。持生产中勤检查、勤调整,发现问题及时解决。已损坏的导卫和过度磨损的部件要及时更换。下来的导卫要及时进行检查和维护,保证下次投入使用的导卫无缺陷、无隐患。7切分导卫的使用关键是切分轮的调整。使用中,若间隙过大,则可能切不轧件;若间隙过小,则切的轧件易向两边跑,行走不稳定。两者都会导致堆钢事故。外,切分导卫在使用中要严格保证与轧制线的对中,稍有偏差,将导致轧件切分不均匀,产生质量事故。所以生产中要勤观察切分质量和切分轮的磨损状况。导卫的调整1调整导卫梁时,要保证梁面水平,高低适中,固定牢靠。出口导卫的中心线应与轧槽的中心线对正,固定牢靠。机前、后辊道导槽中心线保持一致,导槽进、出口对正轧槽,高低适中。板前段必须与轧槽吻合,下卫板要低于轧槽5~1mm。轧轧机出口导管中心线要与孔型对准,前端与轧槽间隙不大于5mm,固定牢靠。轧轧机出口导管中心线要与孔型对准,前端与轧槽间隙不大于1mm,固定牢靠。止轧制低温钢,在生产过程中发现钢坯带黑头、黑印或温度不均匀时应及时通知升温。卫板不允许有毛、硬点和凹凸不平等缺陷。装切分导卫时,用样棒进行检查、调整,确保入口导卫和出口导卫对正轧槽,并保证双线平行。
山东轧三特钢有限公司一家销方矩管的企业.公司主要销方矩管、Q345B无缝方管、Q345D无缝方管、Q345C方矩管、大口径方管、不锈钢方矩管、镀锌方距管,无缝方距管,特殊规格(非标)方矩形管,焊管,螺旋钢管,带钢,热轧带钢,镀锌带钢,冷轧带钢,角钢,槽钢,H字钢,扁钢,型钢,板材,线材,型材等钢材。
承德材质Q345C方管无缝方管320x150x8方管但是由于每剪剪切长度较短,所以在剪切过程中,钢板易卷曲,而且切边的质量较差。除非对切边外观的要求不高或不整齐的切边对下一道工序没有妨碍(如不易使焊缝对齐等),不使用手动剪机进行剪切。步进式冲裁该工艺使用圆形和三角形冲子冲出一列搭接的孔。采用这种工艺显然无法使切口十分平滑,通过采用良好的工具设计和使切口重叠,可使切边满足大多数用途的要求。手提式步进冲裁机通常用于切割碳钢薄板,如果用来切割奥氏体不锈钢,需要增加6%的力。滑动轴承使用的是透明油作润滑剂的,加油到油位线。太多油要沿泵轴渗出并且漂贱,太少轴承又要过热烧坏造成事故。在水泵运行过程中轴承的温度在85度一般运行在6度左右,如果高了就要查找原因(是否有杂质,油质是否发黑,是否进水)并及时。密封环又称减漏环。叶轮进口与泵壳间的间隙过大会造成泵内高压区的水经此间隙流向低压区,影响泵的出水量,效率降低。间隙过小会造成叶轮与泵壳摩擦产生磨损。为了增加回流阻力减少内漏,延缓叶轮和泵壳的所使用寿命,在泵壳内缘和叶轮外援结合处装有密封环,密封的间隙保持在.25~1.1mm之间为宜。
本公司 标准。
公司以质量求发展,以诚信纳客户,公司本着真诚,真情欢迎各界朋友莅临洽谈业务. 0X400MM厚度;3-12MM。
郑重承诺:以好的产品,优的质量,低的价格,完善的服务来答谢新老客户的信赖。
经营原则:顾客至上,质量优良,品质齐全,价格合理
凭借优良的管理、发优势,借助超前的发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目发运作,进一步完善发机制,强势打造公司的品牌效应。“以质量求生存,以信誉求发展,以市场为先导”是我们公司的经营理念。全体干职员工艰苦创业,努力拼搏与您并肩共创美好明天。
承 管其中,铸造高速钢轧辊可以采用的方法有:离心铸造法(CF),连续浇注外层成型法(CPC),电渣重熔法(ESR)和液态金属电渣熔接法(ESLLM)。高速钢轧辊热研究进展的主要内容包括以下几个方面:淬火对高速钢轧辊组织和性能的影响为了准确制订高速钢轧辊的热工艺。经1050℃奥氏体化后的连续冷却曲线分析得知:高速钢轧辊的贝氏体温度低于400℃,且获得贝氏体的冷却速率低于10℃/s,当高速钢轧辊的冷却速率超过10℃/s,则获得高硬度的淬火马氏体基体。
产品图片





下一篇:单组份聚氨酯防水涂料技术
用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。




相关信息
更多
 小龙年卷板机蛇年两轴铁板自动卷圆机厂家直销
小龙年卷板机蛇年两轴铁板自动卷圆机厂家直销



