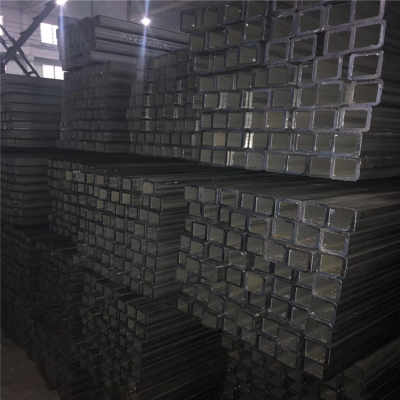
征图钢业 200*125*10方管 六盘水冷拉方管 货源充足

- 公司名称:无锡征图钢业有限公司
- 联系电话: 18921186669
- 传真:
- 联系地址:
- 电子邮件:1419993976@qq.com
- 联系人:许经理 先生

- 发布时间:2024/11/23 0:04:49
-
所属分类:方管
详细资料

◆ 规格说明:
| 产品规格 | 40*40 | 产品数量 | 包装说明 | 电议 | 价格说明 |
◆ 产品说明:
*10方管 六盘水冷拉方管 货源充足在调整过程中。首先应保证垂直中心线的各道次统一。以中心作为基轴。找准尺寸及中间套。在水平线的位置上。应按照工艺安排。形成上山线(下山线)平直线。不能出现曲线跳动。在没有穿带前。就应该调整好各机架的孔型形状。测量各道次尺寸。保证产品稳定进入各机架。在调整中要均衡受力。不可以在一个机架上强行变形。保证提升角稳定均匀变化。精密矩形管生产中。控制并调整好矩形管机组成型及定径机座设备积累误差和轧辊跳量是较陈旧的矩形管机组也能生产精密矩形管的关键。
由于方矩管成型在机组设备和冷弯工艺上有着共同性。模辊的组合化是生产标准化。系列化型材的必然选择。这几年国内机组上组合模辊发展很快。也出现了许多技术创新。大大降低了模辊投入成本。提高了机组效益。可是基本上是对原有模辊的局部。加了一些垫圈。组合方式缺乏科学性。结构大同小异。换辊时间长。由于冷弯方矩管品种繁多。规格细密。在通用型龙门式机组上生产方矩管时。需要配 00mm×400mm成型区间。按GB6723标准。就有方管十类44种。矩形管十七类68种。
无锡征图钢业有限公司是无锡方管行业中的规格比较全的企业之一,主营方管,矩形管,镀锌方管、热镀锌方管、大口径方管、无缝方管,不锈钢 00MM厚度;0.3-3 0.3-30MM管等方管,公司位于有"小"之称的经济明星城市无锡,地理条件优越,靠近312国道,以及沪宁高速、京沪铁路,交通十分便利.大口径方管,矩形管等高频焊管产品广泛用于轻钢结构墙面及屋面,幕墙,轻钢木行条,汽车,船舶,物流货架,建筑行业.全体员工以认真实务、精益求精、团结奋进的精神,全力满足市场需要,企业拥有丰富的制管经验,且能根据客户要求生产各种特殊规格的大口径方管/矩形管.公司拥有大量方管/矩形管(可运输)欢迎广大客户洽谈业务!
一台数控冲床出现故障,屏幕没有显示,检查机床控制系统的电源模块的24V输人电源,没有问题,NC-ON信号也正常,但在电源模块上没有5V电压,说明电源模块损坏,维修后,机床恢复正常使用。PLC部分的故障PLC部分的故障也分为软件和硬件故障两种。软件故障。由于PLC用户程序编制有问题,在数控机床运行时满足一定的条件即可发生故障。另外,PLC用户程序编制的不好,经常会出现一些无报的机床侧故障,所以PLC用户程序要编制的尽量完善。硬件故障。由于PLC输人输出模块出现问题而引起的故障属于硬件故障。有时个别输入输出口出现故障,可以通过修改PLC程序,使用备用接口替代出现故障的接口,从而排除故障。一台采用德国SIEMENS81系统的数控磨床,自动不能连续进行,磨削完一个工件后,主轴砂轮不退回修整,自动循环中止。分析机床的工作原理,机床的工作状态是通过机床操作面板上的钮子关设定的,钮子关接人PLC的输人E7.,利用数控系统的PLC状态显示功能,检查其状态,但不管怎样拨动钮子关,其状态一直为“”,不发生变化,而检查关没有发现问题,将该关的连接线连接到PLC的备用输人接口E3.上,这时观察这个状态的变化,正常跟随钮子关的变化,没有问题,由此证明PLC的输人接接口E7.损坏,因为手头没有备件,将钮子关接到PLC的E3.的输人接口上,然后通过编程器将PLC程序中的所有E7.都改成E3.,这时机床恢复了正常使用。
氩弧焊是焊接铝合金较完善的焊接方法,氩弧焊可利用氩离子的阴极破碎作用,有效地去除熔池表面的氧化铝薄膜,焊接时无熔渣,不会产生焊后残渣对接头的腐蚀,氩气流对焊接区域有冲刷、保护作用,使焊接接头冷却加快,从而改善了接头的组织和性能。铝合金管道焊接工艺:引弧时不允许钨棒与工件接触引弧,不得在母材或焊缝区直接进行,应将钨极在引弧板上燃烧炽热后,再到焊缝处引弧。因为冷的钨棒极易引起喷屋造成熔池夹钨,影响焊缝质量;熄弧操作正确与否直接影响焊缝质量和成型美观。
产品图片





用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。





相关信息
更多
 菏泽钢管厂 菏泽镀锌钢管 菏泽镀锌管 菏泽螺旋钢管 #2024更新中
菏泽钢管厂 菏泽镀锌钢管 菏泽镀锌管 菏泽螺旋钢管 #2024更新中



