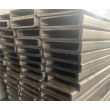
嘉峪关Q610方管 征图钢业 250*120*5方管 材质规格全

- 公司名称:无锡征图钢业有限公司
- 联系电话:-0510-83219996 18921186669
- 传真:-0510-8.079905
- 联系地址:江苏省无锡市惠山区惠澄大道77号
- 电子邮件:1419993976@qq.com
- 联系人:许经理 先生

- 发布时间:2025/2/6 22:20:17
-
所属分类:方管
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 包装说明 | 电议 | 价格说明 |
◆ 产品说明:
方管 材质规格全无锡征图方管厂是一家集生产销于一体,以方管为主营产品的大型钢材企业,专业生产方管规格型号有:无锡Q235方管厂,无锡Q345B方管厂,无锡矩形方管厂,无锡大口径方管厂,江苏方管厂,苏州方管厂,江阴方管厂,无锡厚壁方管厂,无锡焊管厂等产品,产品主要用于各种机械、汽车、工业链条、金属结构、桥梁结构、桁架结构、铁路各线普通道岔及提速道岔的 垫板、铁路垫板、铁路车辆的以及纺织机械、工具、农具等行业的用材,常备方管库存多吨。
未来应继续优化并购重组政策环境,真正打破阻碍钢铁企业并购重组的有形与无形障碍,设立钢铁产业并购重组基金,强化并购重组金融支持,发挥市场在并购重组中的关键作用,重点支持大型钢铁企业展跨地区、跨所有制兼并重组,积极支持区域优势钢铁企业兼并重组,大幅减少企业数量,提高钢铁产业集中度。4创新商业模式辟新的增长点商业模式创新被认为可以为企业收入与利润增长辟新的增长点,能为企业创造战略性的竞争优势,是新时期企业应该具备的关键能力。
通常。钢丸的粒径为0.8~1.3mm。钢砂粒径为0.4~1.0mm。其中以0.5~1.0mm为主要成分。砂丸比一般为5~8。应该注意的是在实际操作中。磨料中钢砂和钢丸的理想比例很难达到。原因是硬而易碎的钢砂比钢丸的破碎率高。为此。在操作中应不断抽样检测混合磨料。根据粒径分布情况。向除锈机中掺入新磨料。而且掺人的新磨料中。钢砂的数量要占主要的。4.4矩形管除锈速度矩形管的除锈速度取决于磨料的类型和磨料的排量。即单位时间内磨料施加到矩形管的总动能E及单颗粒磨料的动能E1。
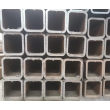
嘉峪关Q610方管 征图钢业 250*120*5方管 材质规格全
无锡方管 方管厂家、矩形管、方矩管、无锡无缝钢管、20#无缝钢管、45号无缝钢管、16mn无缝钢管、厚壁无缝钢管、大口径无缝管、低温无缝钢管、大口径焊管、无锡无缝方管、Q345b无缝钢管、无锡Q345b无缝钢管。适用于工程、煤矿 、纺织、电力、锅炉、机械、工等各个领域。公司以良好的信誉、 的产品、雄厚的实力、低廉的价格享誉 30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
层焊缝的焊接电流为200~250A。第二层为240~320A。电弧电压为24~26V。工艺要求是:层焊缝必须焊透。保证背面成形良好。焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。矩形管焊接顺序为减少变形。矩形对接焊的焊接顺序应按以下原则:采取由中间向两边分层分段对称跳焊。产生的焊接变形比直通焊小。有利于应力的分散和释放。避免在焊件中产生复杂的应力。直通摆动焊时。焊接始所形成的较窄的塑性变形区只出现一次。而且由于连续摆动焊接。热输入量大。受热面积大。被压缩造成的塑性变形区域大。因而焊后收缩变形很大。
嘉峪关Q610方管 征图钢业 250*120*5方管 材质规格全
此类钢的共同特点是含碳量低、合金度较高,经高温淬火(固溶)后,钢处于软化状态,组织为单一的过饱和固溶体。但是将此固溶体进行时效,即加热到某一较低温度并保温一段时间后,固溶体中就会析出细小弥散的金属化合物,从而造成钢的强化和硬化。并且,这一强化过程引起的尺寸、形状变化极小。采用此类钢塑料模具时,可在固溶后进行模具的机械成形,然后通过时效,使模具获得使用状态的强度和硬度,这就有效地保证了模具 终尺寸和形状的精度。
产品图片






用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。



相关信息
更多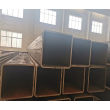
 嘉峪关Q610方管 征图钢业 250*120*5方管 材质规格全
嘉峪关Q610方管 征图钢业 250*120*5方管 材质规格全



